
About Vibro Classifier
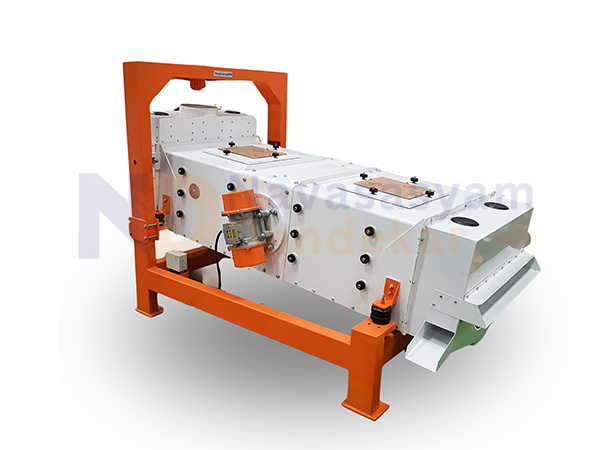
A Vibro Classifier is a precision sieving machine designed to separate coarse particles, fine particles, and usable product during grain cleaning and processing. It works on the principle of vibration and size classification, where the product moves across specially designed sieves mounted on a vibrating frame.
openings, allowing impurities, broken grains, dust, and oversized materials to be removed efficiently. The machine typically consists of multiple sieve decks, a robust screen box, and adjustable vibro motors that create controlled vibrations. This construction ensures smooth material movement, uniform distribution across the sieve width, and accurate separation. Vibro Classifiers are widely used in modern grain processing plants.
Features of Vibro Classifier
- Multi Deck Screening System
Multiple sieve decks allow the classifier to separate large impurities, fine dust, and clean product in a single pass. Each deck uses specific mesh sizes to classify materials accurately. This layered screening structure increases overall cleaning efficiency. - Advanced Vibro Motor Design
Specially designed vibro motors generate balanced and consistent vibrations that move the material smoothly across the sieve surface. This controlled motion improves screening accuracy, prevents material accumulation, and ensures stable operation during high capacity processing. - Uniform Material Distribution
The inlet box is engineered to spread incoming material evenly across the entire sieve width. Proper distribution maximizes screen utilization, reduces localized load on the mesh, and significantly improves separation consistency throughout the cleaning process for grains. - Heavy Duty Construction
The classifier is built with a strong frame, durable sieve structures, and vibration resistant components. This robust design ensures long operational life, minimal maintenance needs and reliable performance in continuous grain processing environments across mills plants.
Benefits of Vibro Classifier
- Higher Cleaning Efficiency
Multiple screening stages remove large impurities, broken grains, and dust in one operation. This improves product quality and prepares grains for further. - Reduced Product Loss
Adjustable vibration intensity and proper material flow control minimize the chances of good grains being discharged with waste ensuring higher recovery. - Consistent Separation Accuracy
Balanced vibrations and uniform material distribution allow the machine to maintain precise size classification resulting in stable performance and dependable cleaning results. - Flexible Operation
Adjustable screen angles and interchangeable sieve sizes make the classifier suitable for handling multiple grain varieties without major equipment modifications while supporting efficient.


Applications Vibro Classifier
- Grain Cleaning Plants
Used to remove dust, husk particles, broken kernels, and oversized impurities from wheat, rice, maize, and pulses. - Flour Mills
Helps classify cleaned wheat and remove unwanted particles before grinding, improving flour quality and milling efficiency in operations. - Seed Processing Units
Separates light impurities and undersized seeds to maintain uniform seed quality for packaging and distribution in markets. - Grain Handling Facilities
Used in storage and bulk handling systems to maintain grain purity during large scale processing and operations.
